





随着工业化进程的加速,危险废弃物的产生量逐年增加,危废焚烧处置成为一种常见的处理方式。具有高效、节能、无害化等优点,然而,这种处理方式在实际应用中面临诸多问题和挑战。本文将探讨危废焚烧处置的现状、问题以及可能的资源化解决方案。
危险废物的处置,是指将危险废物焚烧和用其他改变其物理、化学、生物特性的方法,达到减少已产生的废物数量、缩小固体危险废物体积、减少或者消除其危险成分的活动,或者将危险废物置于符合环境保护规定要求的场所或者设施并不再回取的活动。

我国危废处理方式主要有资源化和无害化两种。资源化一般是指对被界定为危险废物但是具有较高再利用价值的危废进行回收利用的处理方式。无害化一般是指对危废进行一系列的处理,暂缓或消除其对环境或人体危害性的处理方式。
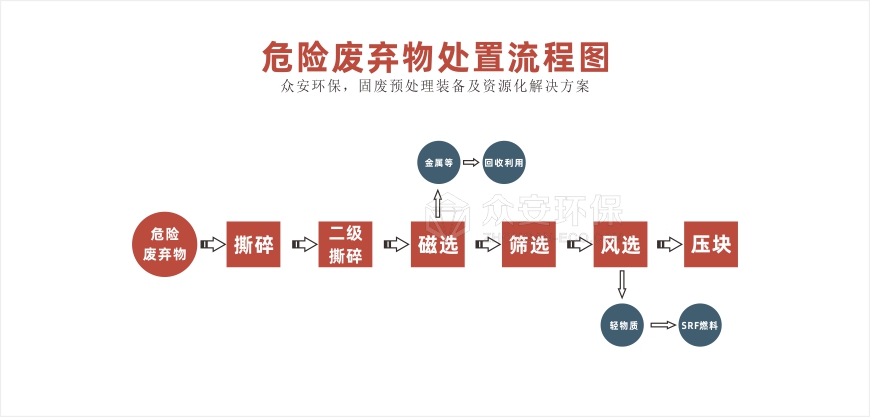
危废焚烧处置的工艺流程一般包括以下步骤:
1. 预处理:对废弃物进行分类、破碎、干燥等预处理,使其满足焚烧要求。

2. 投料:将预处理后的废弃物投入焚烧炉中。
3. 燃烧:在焚烧炉中控制温度、氧气浓度等参数,使废弃物充分燃烧。
4. 烟气处理:对燃烧过程中产生的烟气进行除尘、脱硫、脱氮等处理,使其符合排放标准。
5. 灰烬处理:对燃烧后产生的灰烬进行无害化处理和利用。
众安环保危废预处理系统根据客户对出料尺寸的要求,可提供一级或者两级破碎工艺。为了适应工业危废复杂的物料特性,危废预处理系统通常采用液压马达驱动,破碎比大,稳定性更高。危废预处理系统是危废无害化处置和资源化利用急需的前端预处理装备,解决了危废难以清洁处置和高附加值综合利用的技术难题,显著提高了危废处置技术水平。
危险废弃物被放入进料斗后,提升机带动进料斗在密封自动装置内上升。当进料斗到达危废破碎楼顶端时,进料斗自动翻转,将危废倒入撕碎机的进料仓,推料装置将危废向下挤压,加快物料破碎速度,提高破碎效率。危废撕碎机主机破碎成小碎块,经出料斗送入碎料坑,等待下一步处理。
恒功率控制,扭矩大、寿命长;主机设计减震装置,提高设备运行稳定性;

配备自动消防装置,设备遇到火情时可以自动检测、自动停机并关闭消防闸门,自动启动消防系统,实时保护生产线安全运行。
众安环保生产车间拥有100多台套大型数控加工中心,严格按照ISO9001进行生产处理,品质把控高精度加工,匠心出精品
危废破碎智能控制系统,软件著作权登记号:2021SR0854286,多重智能运维保护系统,实时在线监测,生产数据可回溯分析。

(1)对固废物料的特性进行细致分析,控制物料的含水率、灰分含量、灰熔点等参数,减少结焦的风险。
(2)定期对锅炉进行清洗和检修,及时清理管道内的结焦物质,确保锅炉通畅,提高热传递效率。
(3)加强运行管理,定期对设备进行维护和保养,减少运行过程中出现结焦的可能性。
(4)处理窑尾结圈时可适当增加投料量,提高窑尾的温度至1150~1200℃左右,以利于结圈的熔化,通过摇摆的方式可以有效控制结圈恶化,同时可以有效处置结圈。窑的摇摆点控制:将结圈的位置置位于窑最低点逆时针方向(45°+摇摆角/2)处,然后进行摇摆操作,可将结圈烧熔;当结圈较严重时可将结圈的高点置于窑的最高处然后进行摇摆操作(严重的还可以停止窑的转动,每次不超10分钟)。
(5)可以通过局部喷阻焦剂来减少结焦持续扩大,喷涂阻焦剂可以使不同时间段的结焦分层,便于清理。
(1)随时观察在线监测数据,发现出现增高趋势及时处理。
(2) 酸性气体主要通过干法、半干法、湿法来控制,可通过加大浆液、石灰、液碱,增加湿塔pH值来有效控制酸性气体。
(3)CO主要是通过焚烧废物均匀搭配并适当提高供氧量来控制,可调节一次风、二次风等控制适当的氧含量,燃烧室出口氧量一般控制在6%~10%。
(4)氮氧化物含量和燃烧温度成正比,降低适当降低焚烧温度或适当降低烟气中的氧含量可以降低氮氧化物的浓度,通过投加SNCR系统也可显著降低氮氧化物的浓度。
(5)粉尘浓度主要是由袋除尘器过滤效果决定,降低过滤风速,适当增加滤饼的厚度(控制一定的压差,不要过度清灰)可以提高过滤效果。
为了安全有效地处理灰渣,可以采用以下措施:
(1)对灰渣进行稳定化处理,降低重金属等有害物质的浸出率;将灰渣填埋于指定的填埋场;
(2)将灰渣加工成建筑材料或其他有用的产品等。
(3)还可以采用先进的灰渣处理技术,如熔融技术和固化技术等,以降低灰渣的环境风险。
目前,危废焚烧处置已在国内外得到了广泛应用。在国内,随着环保政策的不断加强和人们对环境保护意识的提高,危废焚烧处置行业得到了快速发展。许多企业纷纷投资建设危废焚烧处置设施,提高危险废弃物的处理能力和效率。同时,政府也加大了对危废焚烧处置行业的监管力度,推动了行业的规范化和可持续发展。

